Lernen Sie den Prozess, die Materialien und die Ausstattung kennen, die beim Induktionsversiegeln verwendet werden.
PHT™ -Handbuch
Dieses informative Handbuch vermittelt Herstellern von Verschlüssen und Verbrauchsgütern die neuesten Fakten zum Thema Induktionsversiegelung. Es behandelt Arten und Verwendungszwecke von Induktionsversiegelungen, die korrekte Einstellung eines Betriebsfensters und Beispiele für die Fehlersuche zur Behebung schwacher oder verbrannter Versiegelungen. Hier erhalten Sie Anleitungen für die Anpassung des Verschlusses an das Halsprofil des Behälters, um gleichmäßigen Druck zu gewährleisten, sowie Konstruktionsempfehlungen für die Auskleidungsgeometrie. Erfahren Sie, was Sie beim Einrichten einer Induktionsanlage tun und lassen sollten.
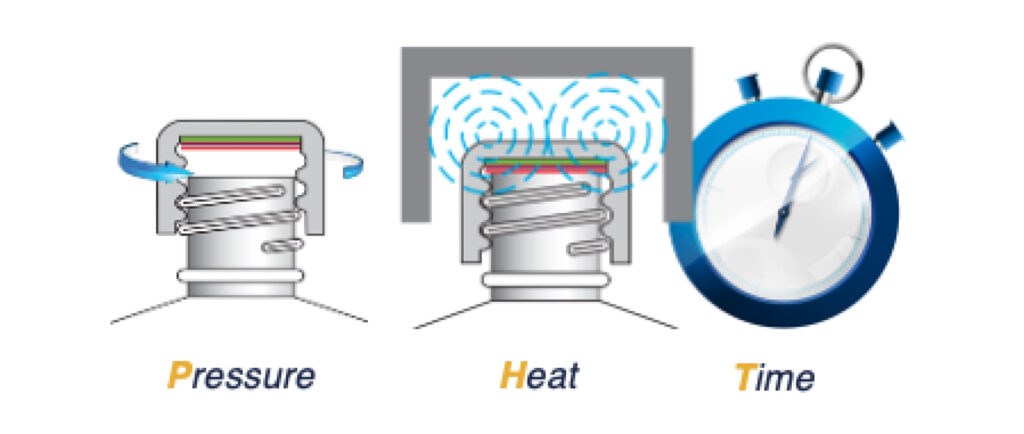
Das Verständnis des Induktionsprozesses ist wichtig bei der Wahl einer Induktionsversiegelung. Druck, Hitze und Zeit sind in diesem Prozess die Variablen. Der Druck ist der Druck zwischen dem Liner und dem Behälterhals, der von der Verschließanlage kontrolliert wird. Die Hitze sorgt dafür, dass die Heißversiegelungsoberfläche des Liners erweicht und schmilzt, und wird weitgehend durch die Leistungseinstellung des Induktionsgeräts gesteuert. Die Zeitkomponente bezieht sich auf die Zeit, in der die Folie dem Induktionsprozess ausgesetzt ist und wird durch die Geschwindigkeit des Förderers gesteuert, der die Behälter der Induktionsenergie aussetzt. Unser PHT™-Handbuch ist für registrierte Kunden auf unserer Website verfügbar. Es enthält Details über den Prozess, die Einstellung der idealen Parameter und die Fehlerbehebung.
Pressure
The design of the neck and threads of the container must be matched to the closure so that the closure will give even pressure to the land area and the skirt of the closure will not bottom out on the shoulder of the container. Dies wird als „H“-Maß des Behälters und des Verschlusses bezeichnet. Sollte die Landfläche des Behälters Defekte aufweisen, wie z. B. eine nicht übereinstimmende Trennfuge oder einen Sattel, entsteht eine ungleichmäßige Landefläche, die zu einem ungleichmäßigen Druck führt.
Hitze
Der Abstand des Induktionskopfes zur Folie im Liner ist sehr wichtig. Es wird ein Abstand von 3 mm oder 1/8 Zoll zwischen der Induktionsfolie und der Spule empfohlen. Außerdem ist es wichtig, dass der Induktionskopf und das Förderband parallel angeordnet sind und dass die Induktionsspule über das richtige Profil verfügt, d. h. eine Flach- oder Tunnelspule. Es gibt verschiedene Größen und Ausführungen von Induktionsspulen, die sich an die unterschiedlichen Verpackungsdesigns und -größen anpassen lassen.
Zeit
Wenn der Verschluss unter der Induktionsspule hindurchläuft, wird Zeit benötigt. Dies wird als Verweilzeit bezeichnet. Der Induktionsliner braucht unter der Spule genügend Zeit, um auf die richtige Temperatur erhitzt zu werden, damit die Versiegelungsoberfläche schmelzen und sich mit der Auflagefläche des Behälters verbinden kann. Nach der Versiegelung muss der Behälter mindestens eine Minute lang abkühlen. In dieser Zeit darf der Behälter weder gestoßen noch grob behandelt oder geöffnet werden.